





Важная информация
АВАРИЙНОСТЬ НА ДОРОГАХ РОССИИ

За прошедший год в России произошло 199 431 ДТП, что на 2,1% меньше, по сравнению с предыдущим годом. В них погибло 26 567 (-3,9%) человек, а 250 635 (-1,9%) человек получили ранения различной тяжести.
11845 (-3,9%) ДТП произошли по вине водителей, находившихся за рулем в состоянии алкогольного или наркотического опьянения. В результате этих ДТП 1 954 (-15,4%) человека погибли, а 17 280 (-4,6%) человек получили ранения.
Предотвратить образование трещин при нагреве винта концентрированным газокислородным пламенем можно, но для этого требуется точно соблюдать изложенные ниже требования: расстояние от ядра пламени до нагреваемой поверхности должно быть не менее 30-40мм; горелки надо постоянно перемещать, осуществляя ими одновременно вращательные движения по окружности, диаметр которой равен ширине полосы нагрева, с частотой 30-40 об/мин и возвратно-поступательное движение в пределах отведенной полосы нагрева со скоростью 1,0-1,5м/мин. Ширину полосы нагрева принимают равной 1,5-2,0 S (S -максимальная толщина лопасти в пределах полосы нагрева), но не менее 80мм. Количество горелок выбирают исходя из площади сечения лопасти вдоль полосы нагрева:
^
на каждые 120-15 Осм поперечного сечения лопасти - одна горелка. Нагрев целесообразно осуществлять с двух сторон, располагая большую часть горелок со стороны действия растягивающих усилий. Если количество горелок четное и превышает три, можно делить горелки поровну. При количестве ф горелок три и меньше и максимальной толщине лопасти в месте нагрева, не превышающей 40мм, нагрев можно осуществлять только с той стороны, на поверхности которой в процессе правки приходят деформации растяжения.
Для правки лопастей без съема с вала имеются устройства, при использовании которых точкой опоры служит сама лопасть. Недостатком подобных устройств является их изначальная масса и необходимость применения грузоподъемных средств.
Черноморский ЦПКБ разработано устройство для правки гребных винтов на плаву, которое лишено перечисленных недостатков, так как каждый из элементов устройства двое рабочих легко крепят к лопасти.
Устройство для правки гребных винтов на плаву (рис. 1-5) состоит из поперечной! и продольной 3 балок (рис.1). Поперечную балку устанавливают на лопасть в положении, близком параллельному по отношению к предполагаемой полосе нагрева, и закрепляют болтами. Для возможности правки гребных винтов различных размеров поперечная балка на одном конце соединения с передвижной скобой-струбциной 2, последняя (рис.3), передвигаясь по балке, позволяет закреплять ее на лопастях шириной от 1 до 2,5м. Поперечную балку (рис.2) прикрепляют к лопасти с зазором таким образом, чтобы между балкой и поверхностью лопасти проходила продольная балка.
Продольная балка может занимать различные положения и быть ориентированной как вдоль оси лопасти, так и под различными углами к ней. Хомут 4 (рис.1) удерживает продольную балку от самостоятельного перемещения относительно поперечной балки и лопасти. Продольная балка снабжена винтом 4 (рис.4), установленным в ползуне 5, с которым он может перемещаться вдоль продольной балки, занимая нужное положение.
Если нажимной винт находится между поперечной балкой и выправляемый концом лопасти, правка происходит в направлении к поверхности лопасти, на которой установлены балки. Если нажимной винт находится между поперечной балкой и ступицей, правка происходит в противоположном направлении.
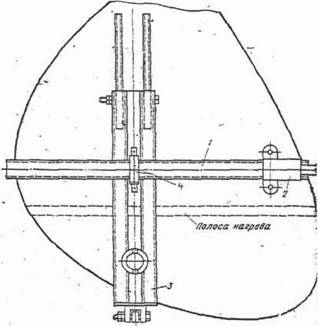
Рис. 1. Устройство для правки лопастей гребных винтов на плаву

1 - поперечная балка; 2 - струбцина; 3 - продольная балка: 4 - хомут.






74
Таким образом, описанное приспособление, отличается простотой конструкции, позволяет производить правку лопастей в различных направлениях без его перестановки, поскольку точками опоры для продольной балки являются конец лопасти - нажимной винт - поперечная балка при правке лопасти в направлении к поверхности, на которой расположены балки, и конец лопасти -